

Ở bất kỳ động cơ đốt trong piston nào cũng có một bộ phận nối piston với đầu trên của thanh truyền - chốt piston.Tất cả mọi thứ về chốt piston, tính năng thiết kế và phương pháp lắp đặt của chúng, cũng như việc lựa chọn và thay thế chính xác các loại chốt khác nhau đều được mô tả chi tiết trong bài viết.
Chốt piston là gì
Chốt piston (PP) là bộ phận thuộc nhóm piston của động cơ đốt trong;xi lanh rỗng bằng thép, với sự trợ giúp của piston và thanh kết nối được gắn bản lề.
Ở động cơ đốt trong pittông, việc truyền và biến đổi lực phát sinh từ quá trình đốt cháy hỗn hợp nhiên liệu-không khí trong xi lanh được thực hiện bởi nhóm piston và cơ cấu tay quay.Các bộ phận chính của các hệ thống này bao gồm một piston và một thanh kết nối có khớp bản lề, do đó có thể làm lệch trục thanh kết nối khỏi trục piston khi nó nằm giữa điểm chết trên và điểm chết dưới (TDC và TDC).Việc kết nối bản lề của piston và thanh kết nối được thực hiện bằng một bộ phận đơn giản - chốt piston.
Chốt piston giải quyết hai nhiệm vụ chính:
● Đóng vai trò như bản lề giữa piston và thanh truyền;
● Cung cấp khả năng truyền lực và mô men xoắn từ thanh truyền tới piston khi động cơ khởi động và từ piston sang thanh truyền khi động cơ đang chạy.
Tức là PP không chỉ kết nối piston và thanh truyền thành một hệ thống duy nhất (bao gồm cả trục khuỷu) mà nhìn chung còn đảm bảo sự phối hợp hoạt động của nhóm piston và cơ cấu tay quay động cơ.Vì vậy, mọi trục trặc hoặc mòn ngón tay đều ảnh hưởng xấu đến hoạt động của toàn bộ bộ nguồn, cần phải sửa chữa nhanh chóng.Nhưng trước khi mua chốt piston mới, bạn nên hiểu rõ thiết kế và một số tính năng của chúng.
Các loại, thiết bị và đặc điểm của chốt piston
Tất cả các chốt piston được sử dụng hiện nay về cơ bản đều có thiết kế giống nhau: nhìn chung, nó là một thanh thép rỗng có thành tương đối mỏng được lắp vào các trùm piston và đầu thanh kết nối phía trên.Ở các đầu của chốt, các vát (bên ngoài và bên trong) được loại bỏ, đảm bảo lắp đặt bộ phận dễ dàng vào piston hoặc thanh kết nối, đồng thời ngăn ngừa hư hỏng các bộ phận khác trong trường hợp vô tình tiếp xúc với chúng.
Đồng thời, các yếu tố phụ trợ khác nhau có thể được thực hiện trên ngón tay:
● Đưa các thành bên trong thành hình nón từ tâm ra ngoài để làm nhẹ ngón tay mà vẫn giữ được độ bền;
● Vòng đai bên trong ở phần giữa ngón tay để làm cứng ngón tay;
● Các lỗ ngang bên để cố định chốt chắc chắn trong trùm pít-tông.
Chốt pít-tông được làm bằng carbon cấu trúc mềm (15, 20, 45 và các loại khác) và một số loại thép hợp kim (thường là crom 20X, 40X, 45X, 20HNZA và các loại khác).Bề mặt bên ngoài và một đai nhỏ ở đầu các bộ phận làm bằng thép nhẹ được cacbon hóa và tôi đến độ sâu 1,5 mm cho đến khi đạt độ cứng 55-62 HRC (trong khi lớp bên trong có độ cứng trong khoảng 22- 30 HRC).Các bộ phận làm bằng thép cacbon trung bình thường được làm cứng bằng dòng điện tần số cao.Sau khi xử lý nhiệt, bề mặt bên ngoài của PP sẽ được mài.Việc làm cứng bộ phận mang lại khả năng chống mài mòn cao cho bề mặt bên ngoài của nó, trong khi độ nhớt của các lớp bên trong của thành vẫn giữ được khả năng của ngón tay chịu được tải sốc và rung động.Mài bề mặt giúp loại bỏ các khu vực có ứng suất nguy hiểm mà trong quá trình vận hành động cơ có thể dẫn đến trầy xước, cứng lại hoặc thậm chí phá hủy các bộ phận.
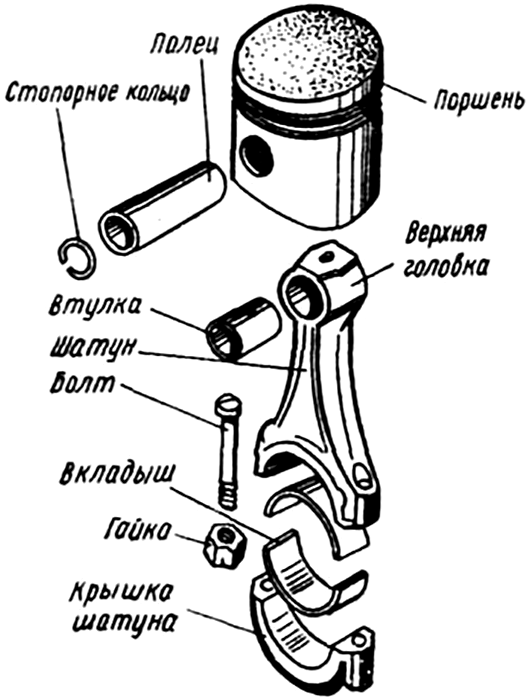
Thiết kế piston điển hình với thanh truyền
Như đã chỉ ra, chốt piston nằm trong piston và đầu trên của thanh kết nối, nối các bộ phận này thành một hệ thống.Trong piston của bộ phận này có hai phần mở rộng có lỗ ngang - các lỗ trùm.Có hai phương án thiết kế bản lề giữa piston và thanh truyền:
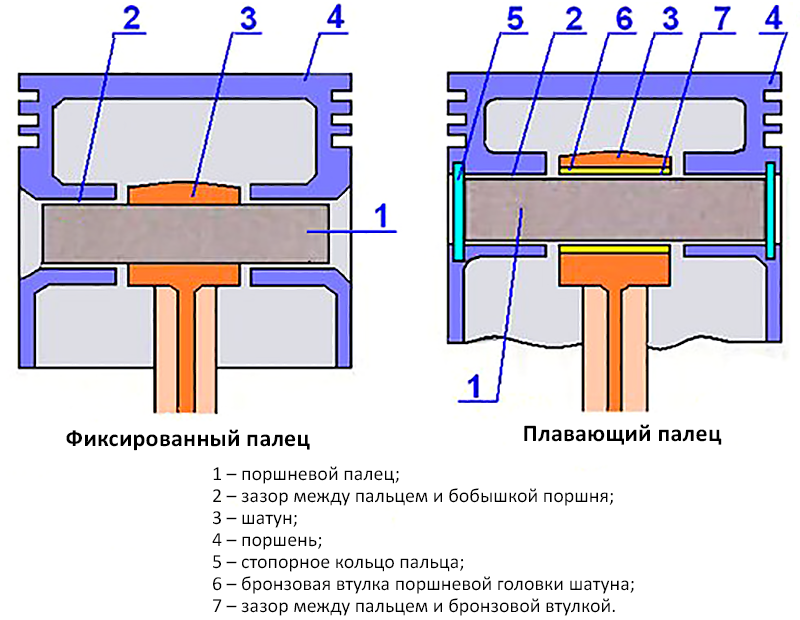
● Với ngón tay "nổi";
● Dùng ngón tay ấn vào thanh kết nối.
Sơ đồ thứ hai được thực hiện đơn giản nhất: trong trường hợp này, PP được ép vào đầu trên (một mảnh) của thanh kết nối, giúp ngăn cản sự dịch chuyển dọc trục của nó và trong các trùm của pít-tông, nó được đặt với một khe hở nhất định , giúp có thể quay pít-tông so với PP trong quá trình hoạt động của bộ nguồn ở tất cả các chế độ.Ngoài ra, khe hở còn cung cấp khả năng bôi trơn cho các bộ phận bị cọ xát (mặc dù do khe hở nhỏ nên ngón tay và các bề mặt của các vấu tiếp xúc với nó luôn hoạt động ở chế độ bôi trơn không đủ).Sơ đồ này đã được sử dụng trên các ô tô nội địa VAZ-2101, 2105, 2108, nó được sử dụng rộng rãi trên các mẫu xe hiện đại do nước ngoài sản xuất.
Sơ đồ ngón tay "nổi" phức tạp hơn vì nó có một số bộ phận phụ trợ.Trong sơ đồ này, PP có khe hở nhỏ được lắp đặt ở cả hai phần - cả ở các trùm pít-tông và ở đầu thanh kết nối phía trên, điều này đảm bảo nó quay tự do trong quá trình vận hành động cơ.Để ngăn chặn sự dịch chuyển dọc trục của ngón tay, các vòng giữ lò xo được sử dụng, nằm ngang qua các lỗ trên các trùm - chúng đóng vai trò là điểm dừng cho PP, ngăn không cho PP rơi ra ngoài.Các vòng có thể được làm bằng dây lò xo có tiết diện tròn hoặc được dập từ tấm kim loại.Trong trường hợp thứ hai, các bộ phận có mặt cắt ngang hình chữ nhật và các lỗ dành cho dụng cụ được cung cấp ở cả hai đầu để dễ dàng lắp và tháo các vòng.
Trong một số trường hợp, sử dụng nấm khóa hoặc phích cắm, chúng được làm bằng kim loại mềm nên không làm hỏng gương xi lanh khi tiếp xúc với nó.Phích cắm được sử dụng trong động cơ hai thì với sự sắp xếp nhất định của cửa sổ nạp và xả, ngăn chặn luồng khí không mong muốn giữa chúng.Đôi khi nó được sử dụng để cố định bộ phận bằng vít được vặn vào phần dưới của trùm và vào lỗ ở cuối PP.
Chân piston cố định và nổi
PP, bất kể phương pháp lắp đặt của nó, có thể có độ dịch chuyển so với trục của piston, đạt tới một milimét trở lên.Sự dịch chuyển này nhằm mục đích giảm tải trọng động mà piston, PP và đầu thanh truyền phải chịu trong TDC và TDC.Pít-tông trong quá trình chuyển động đến TDC và đến TDC bị ép vào một thành của xi lanh, điều này cũng dẫn đến việc PP bị ép vào một thành của các lỗ bên trong các ông chủ.Kết quả là có những lực gây khó khăn cho việc xoay PP ở các bộ phận giao phối, và khi đi qua TDC và TDC, việc rẽ có thể xảy ra đột ngột - điều này xảy ra bằng một cú đánh, biểu hiện bằng tiếng gõ đặc trưng.Những yếu tố này được loại bỏ một cách chính xác bằng cách lắp PP vào piston với một số chuyển vị trục.
Cách chọn và thay thế chốt piston
Trong quá trình hoạt động của động cơ, đặc biệt là ở các chế độ luân phiên, các ngón tay phải chịu tải trọng lớn, bị mòn, có thể bị biến dạng và cần phải thay thế.Sự cần thiết phải thay thế các ngón tay được biểu thị bằng sự suy giảm khả năng nén và giảm các đặc tính động của động cơ, điều này còn được biểu hiện bằng tiếng gõ đặc trưng.
Việc sửa chữa bộ nguồn trong trường hợp này được giảm xuống bằng việc thay thế các ngón tay và đôi khi là các bộ phận ghép nối - ống lót đầu thanh kết nối trong các hệ thống có PP "nổi", các vòng và các loại khác.Việc lựa chọn ngón tay mới và các bộ phận khác được thực hiện theo kích thước sửa chữa.Ví dụ: đối với hầu hết các động cơ trong nước, các bộ phận thuộc ba kích cỡ sửa chữa được cung cấp, chênh lệch 0,004 mm (ví dụ: động cơ VAZ thường sử dụng các chốt có đường kính 21,970-21,974 mm (loại 1), 21,974-21,978 mm (loại 2) và 21,978-21,982 mm (loại thứ 3)).Điều này giúp có thể chọn các chốt có đường kính khác nhau, có tính đến sự gia tăng đường kính của các lỗ trên các bộ phận giao phối do mài mòn và doa sau đó.Việc khoan luôn được thực hiện cho cùng một kích thước sửa chữa và nếu độ mòn của các bộ phận vượt quá phạm vi quy định thì chúng phải được thay thế.
Theo quy định, ngón tay được bán theo bộ (2, 4 chiếc trở lên), đôi khi cùng với vòng giữ và các bộ phận khác.
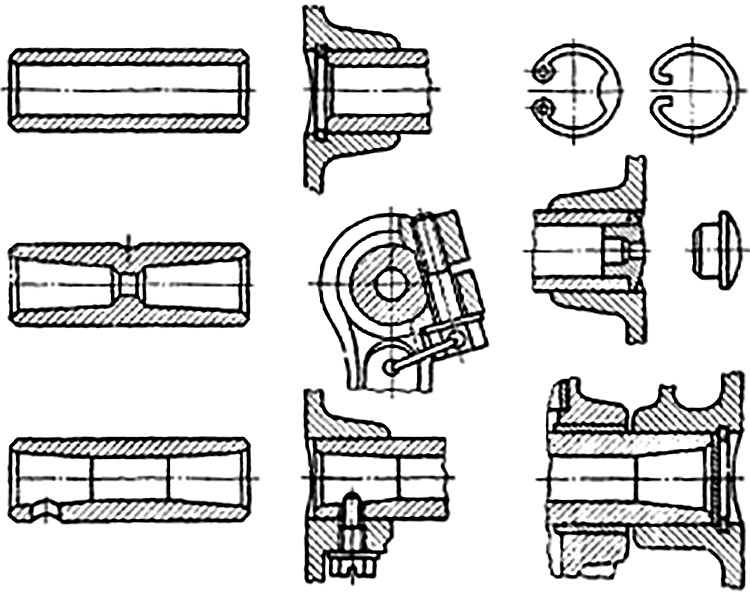
Các loại chốt pít-tông và phương pháp cố định chúng trong pít-tông
Khi sửa chữa nhóm piston bằng chốt "nổi", không cần sử dụng thiết bị đặc biệt - việc lắp đặt các bộ phận vào các trùm và đầu thanh kết nối được thực hiện bằng lực tay.Nếu ngón tay bị thay đổi bằng cách cố định vào thanh kết nối thì bạn phải sử dụng một thiết bị đặc biệt để nhấn và ép PP (trong trường hợp đơn giản nhất, đây có thể là ống lót và thanh truyền, nhưng các chuyên gia sử dụng các thiết bị cơ giới hóa phức tạp hơn tương tự như một cái kẹp). ).
Trong một số trường hợp, việc lắp đặt PP "nổi" trong các trùm cũng được thực hiện có nhiễu, vì điều này, pít-tông được làm nóng trong nước hoặc chất lỏng khác đến 55-70 ° C trước khi lắp đặt.Thực tế là pít-tông nhôm nở ra nhanh hơn chốt thép, do đó, trên động cơ không được làm nóng, khe hở giữa các bộ phận sẽ tăng lên và xuất hiện tiếng gõ.Khi lắp PP vào vùng nhiễu, khe hở chỉ xảy ra khi động cơ nóng lên, điều này ngăn tác động của các bộ phận và theo đó là va đập.
Cần lưu ý rằng công việc thay thế các chốt piston đòi hỏi phải tháo rời động cơ rất nhiều, vì vậy tốt hơn hết bạn nên thực hiện chúng với kinh nghiệm phù hợp hoặc những người có chuyên môn tin cậy.Chỉ với việc lựa chọn đúng ngón tay và sửa chữa thích hợp, nhóm piston sẽ hoạt động đáng tin cậy và hiệu quả, đảm bảo hiệu suất cao của bộ nguồn.
Thời gian đăng: 11-07-2023